
закалить матовое стекло
Когда говорят про закалить матовое стекло, многие сразу думают — ну, в печь и всё. Но матовка — она же не просто прозрачное стекло с шершавой поверхностью. Сама текстура, способ матирования — кислотой, пескоструем, плёнкой — уже диктует, как оно поведёт себя в печи. И вот тут начинается самое интересное, а часто и самое проблемное.
Почему матовое — это не ?просто стекло?
Основная ошибка — считать, что матовое стекло калится так же, как и полированное. Поверхность после матирования, особенно абразивными методами, получает микротрещины. Они невидимы глазу, но в печи, при быстром нагреве, могут стать центрами напряжения. Видел случаи, когда казалось бы качественное матовое полотно просто лопалось при нагреве до 600 градусов — не выдерживало внутренних напряжений от неравномерного расширения.
Кислотное матирование в этом плане щадящее — поверхность травят химически, слой снимается более равномерно, структура менее повреждённая. Но и у него свои подводные камни. Если травили некачественно, остались участки с разной степенью матовости — при закалке могут проявиться оптические искажения, будто волны. Это уже брак.
Поэтому первое, что делаем на производстве, — оцениваем не толщину, а именно качество матового слоя. Иногда приходится даже запрашивать у поставщика техкарту на матирование. Без этого — как в слепую.
Температурный режим и время выдержки: не по учебнику
В теории — нагрев до 680-700°C, выдержка, быстрое охлаждение обдувом. На практике с матовым стеклом часто снижаем верхний порог на 15-20 градусов. Почему? Потому что матовая поверхность иначе поглощает ИК-излучение нагревателей. Она быстрее нагревается на поверхности, но медленнее прогревается в массе. Этот дисбаланс — прямой путь к ?гулянию? или разрушению в печи.
Выдержку, наоборот, иногда увеличиваем. Особенно для толстого матового стекла, 8 мм и выше. Нужно дать теплу равномерно распределиться по всей толщине. Бывало, спешили — стекло вроде вышло из печи целым, прошло контроль на прочность, но при резком перепаде температур в эксплуатации (например, в душевой кабине) давало трещину. Причина — остаточные напряжения из-за недостаточной выдержки.
Охлаждение — отдельная история. Струи воздуха должны быть максимально равномерными. Любой перекос — и матовая поверхность, которая хуже рассеивает тепло, чем гладкая, может привести к деформации. Контролируем это постоянно. На сайте ООО ?Шанхай Ланьши Специальные Стеклоизделия? (https://www.lanshiglass.ru) в разделе о технологиях как раз упоминается важность автоматизированного контроля на всех этапах — это не для красивого слова. При закалке матового стекла автомат надёжнее человеческого глаза.
Проблемы после закалки: что и почему
Даже успешно закалённое матовое стекло может преподнести сюрпризы. Самый частый — изменение оттенка матовости. Было чисто белое матовое, стало с лёгкой молочной или сероватой плёнкой. Это часто связано с миграцией солей натрия из глубины стекла на поверхность при высокотемпературной обработке. Особенно заметно на недорогом стекломассе.
Вторая проблема — ?посадка? размеров. Матовое стекло, особенно крупноформатное, после печи может уменьшиться на 0.5-1 мм по каждой стороне. Для мебельных фасадов, где нужна точная подгонка, это критично. Приходится заранее закладывать этот коэффициент. Ни в одном стандарте этого нет, только опыт.
И третий момент — хрупкость кромок. После резки и матирования кромка становится самым слабым местом. При закалке её прочность повышается, но не так значительно, как у поверхности. Поэтому для изделий типа ступеней или столешниц с открытыми торцами мы всегда рекомендуем дополнительную полировку кромки ДО закалки. Иначе сколы почти неизбежны.
Оборудование и ?кустарщина?
Пытаться закалить матовое стекло в печи, не предназначенной для этого, — почти гарантированный брак. Нужна печь с точным контролем температуры по зонам и системой воздушного охлаждения с регулируемым давлением в каждом сопле. На старом оборудовании, где нагрев идёт снизу, матовое стекло (лежащее на роликах матовой поверхностью вниз) прогревается неравномерно — снизу сильнее. Результат — дугообразная деформация.
Видел ?гаражные? попытки — брали небольшую печь для керамики, пытались калить стекло для аквариумных крышек. С полированным ещё как-то получалось, с матовым — всегда трещины или ?парусность?. Компания ООО ?Шанхай Ланьши Специальные Стеклоизделия? не зря делает упор на автоматизированные линии глубокой переработки. Для матового стекла автоматика — не роскошь, а необходимость. Ручные регулировки здесь слишком грубы.
Ещё момент — чистота печи. Пыль или остатки от предыдущих циклов (например, от закалки стекла с плёнкой) прилипают к матовой поверхности намертво. Очистить потом невозможно. Поэтому промежуточная очистка камеры — обязательный ритуал.
Где это востребовано и практические советы
Основные заказы на закалённое матовое стекло идут для интерьеров: перегородки в санузлах, фасады для кухонь, столешницы, дверцы каминов. Здесь важна и безопасность (рассыпается на мелкие осколки), и эстетика. Для уличного применения — осторожнее. Матовая поверхность быстрее загрязняется, могут оставаться следы от дождя. Если и использовать, то только с гидрофобным покрытием, нанесённым ДО закалки.
Совет заказчику: если нужна идеально ровная матовая поверхность (например, для фотопечати или сенсорных панелей), лучше сначала калить полированное стекло, а потом наносить матовый слой кислотой или плёнкой. Обратный процесс — сначала матирование, потом закалка — всегда лотерея с оптикой.
И последнее. Всегда требуйте протокол испытаний на прочность. Закалённое матовое стекло должно выдерживать удар мягким телом (мешок с дробью) с высоты, соответствующей классу безопасности. Если поставщик, вроде ООО ?Шанхай Ланьши Специальные Стеклоизделия?, который занимается именно технологиями глубокой переработки, предоставляет такие данные — это хороший знак. Значит, процесс отлажен, а не просто ?пропустили через печь?. Ведь суть не в том, чтобы закалить матовое стекло, а в том, чтобы получить надёжный, безопасный и предсказуемый продукт. Всё остальное — брак, как ни назови.
Соответствующая продукция
Соответствующая продукция

Самые продаваемые продукты
Самые продаваемые продукты-
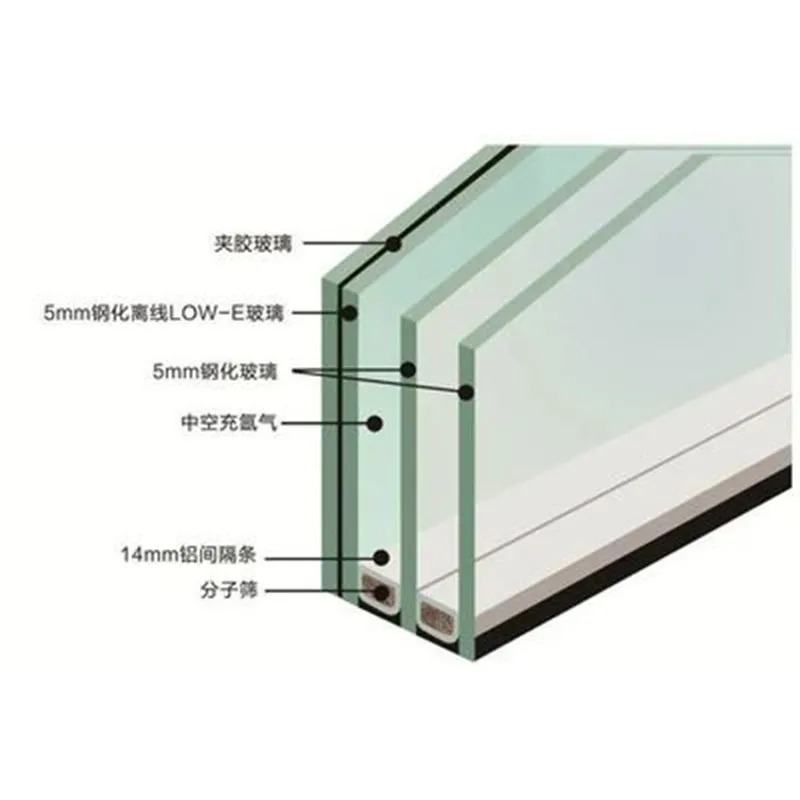
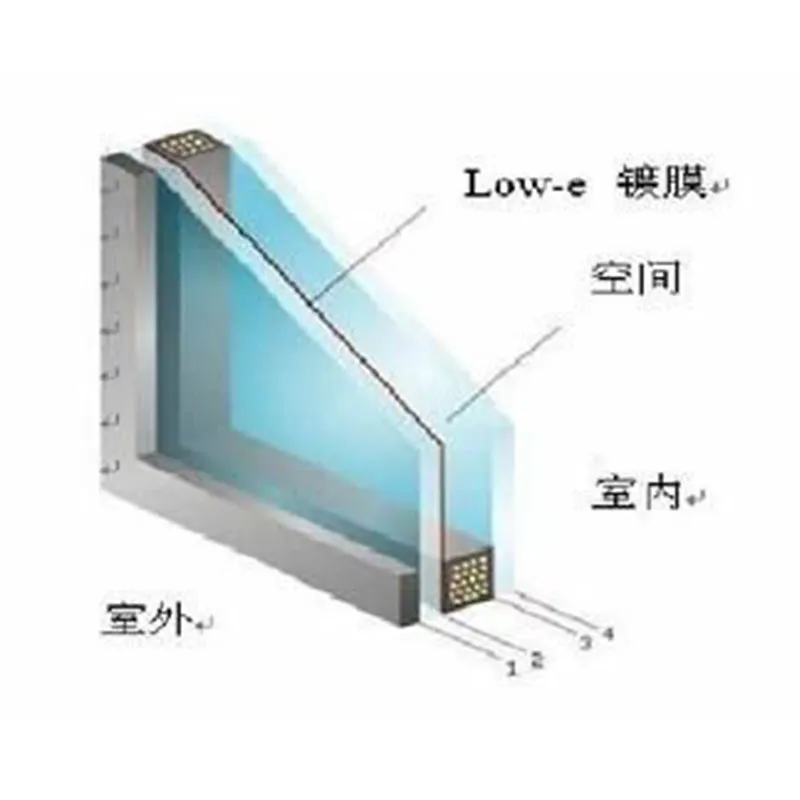
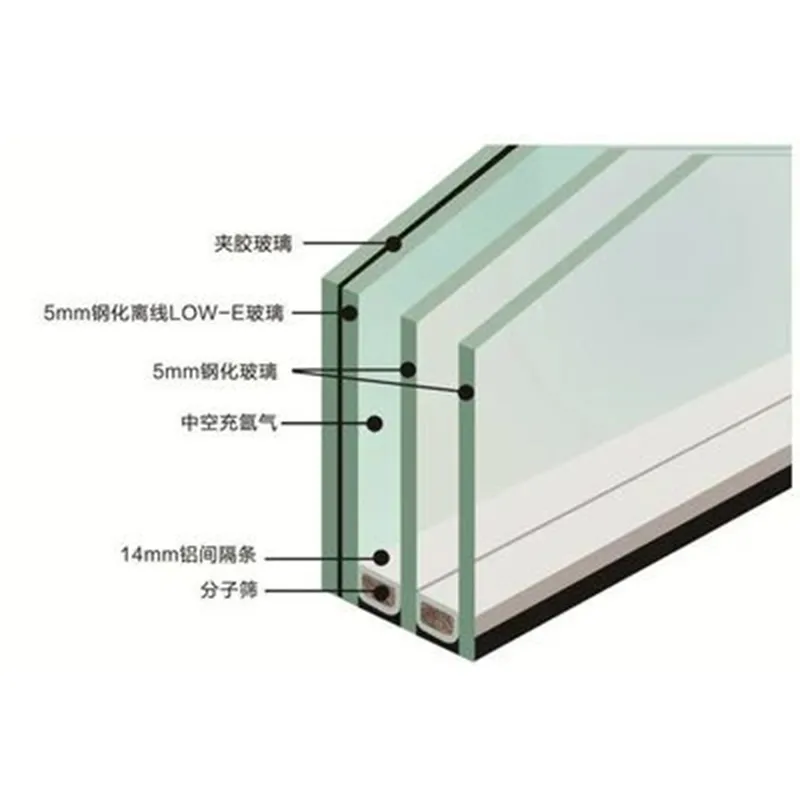
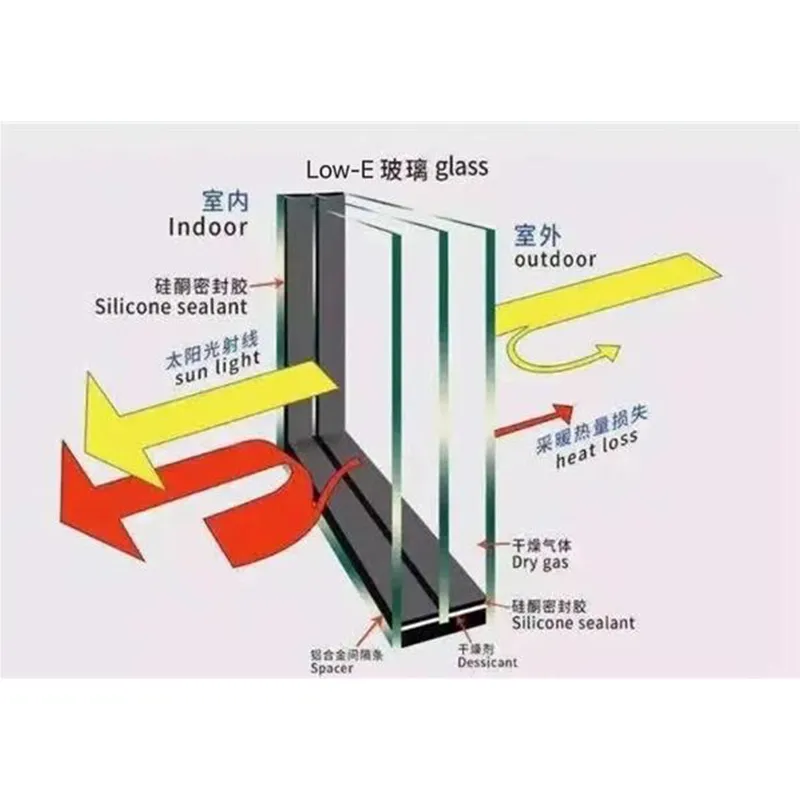 Двухкамерное стекло LOWE
Двухкамерное стекло LOWE -
 Многослойное огнеупорное стекло LOWE
Многослойное огнеупорное стекло LOWE -
 Однослойный полый ламинированный
Однослойный полый ламинированный -
 Лоуи, одиночная полость
Лоуи, одиночная полость -
 Стандартное закаленное стекло
Стандартное закаленное стекло -
 Керамическое ламинированное стеклопакет
Керамическое ламинированное стеклопакет -
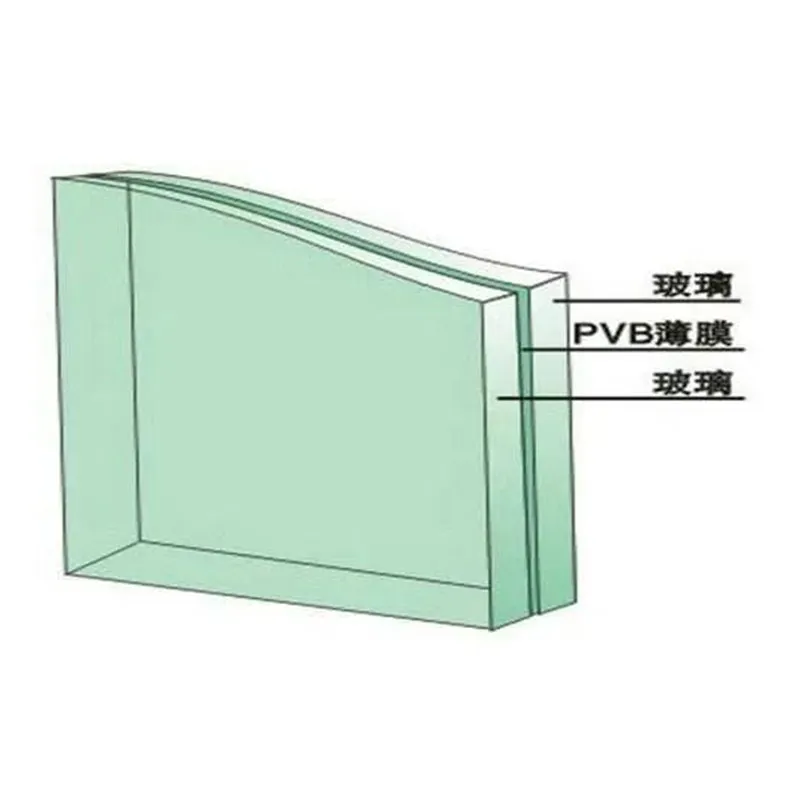 ПВБ-ламинированное стекло
ПВБ-ламинированное стекло -
 Изгибание закаленного стекла
Изгибание закаленного стекла -
 Однослойное стеклопакетное покрытие
Однослойное стеклопакетное покрытие -
 LOWE ламинированный полый
LOWE ламинированный полый -
 Изолированное стекло, ламинированное полое стекло
Изолированное стекло, ламинированное полое стекло -
 Многослойное стекло SGP
Многослойное стекло SGP



