
Матовое стекло
Когда говорят ?матовое стекло?, многие сразу представляют себе просто протёртую наждачкой поверхность. Это, пожалуй, самый живучий миф в нашей сфере. На деле, между кустарной обработкой и промышленным продуктом — пропасть, которую заполняют химия, физика и тонкая настройка оборудования. Сам термин обманчиво прост, но за ним скрывается целый спектр текстур, свойств и, что критично, — стабильности качества от партии к партии.
От песка до текстуры: что на самом деле значит ?мат?
Если отбросить высокопарные маркетинговые формулировки, матирование — это контролируемое повреждение поверхности. Но вот в чём загвоздка: характер этих ?повреждений? и определяет всё. Химическое травление кислотными составами даёт бархатистую, однородную фактуру, но требует жёсткого контроля температуры и времени выдержки. Механическое абразивное воздействие — например, пескоструйная обработка — может создавать более глубокий и выраженный рельеф, но здесь своя беда: малейшая неоднородность абразива или колебания давления сразу видны на свету пятнами.
Вот на этом этапе многие и спотыкаются. Заказчик просит ?просто матовое?, а получает стекло, которое в разных углах цеха смотрится по-разному. Потому что не задал ключевых параметров: степень рассеивания света (прозрачность/непрозрачность), тактильные ощущения (шероховатость), устойчивость к отпечаткам. Без этого технолог вынужден работать вслепую.
Наша практика, в том числе и в кооперации с такими производителями, как ООО ?Шанхай Ланьши Специальные Стеклоизделия?, показывает, что успех лежит в стандартизации процесса. На их ресурсе lanshiglass.ru видно, что акцент сделан именно на глубокой переработке и автоматизации. Это и есть правильный путь: когда линии настроены на воспроизведение конкретного Rz (шероховатости), а не на ?сделай примерно так, как в прошлый раз?.
Кислота или песок? Выбор, который определяет бюджет и сроки
Выбор метода — это всегда компромисс. Химическое матирование даёт превосходную эстетику, тонкую, почти шелковистую поверхность. Оно идеально для изделий сложной формы, куда сложно подобраться инструментом. Но! Это замедляет цикл производства (нужны ванны, нейтрализация, тщательная промывка) и создаёт вопросы по утилизации отходов. Для крупных партий простых плоскостей это может быть неоправданно дорого.
Абразивные методы, особенно современные с компьютерным управлением, быстрее и ?суше?. Но здесь встаёт проблема износа сопел и самого абразива. Мы как-то получили партию стекла с едва заметными дугами — оказалось, в пескоструйной камере неравномерно износились форсунки. Дефект проявился только при боковом освещении в готовой витрине. Пришлось переделывать весь фасадный элемент.
Иногда выход — комбинирование. Сначала грубая формовка рельефа абразивом, затем лёгкое кислотное травление для сглаживания микрозаусенцев и придания той самой бархатистости. Это уже высший пилотаж, требующий отлаженного взаимодействия цехов. Как раз в таких комплексных решениях и проявляется компетенция компаний, фокусирующихся на глубокой переработке, о чём, кстати, прямо заявлено в философии ООО ?Шанхуай Ланьши?.
Белый мат, сатин, кристаллит: почему названия вводят в заблуждение
Рынок любит красивые названия. ?Сатиновое? стекло звучит солиднее, чем ?матовое?. ?Кристаллит? — ещё загадочнее. Но часто за разными терминами скрывается один и тот же процесс, просто с варьированием зернистости абразива или концентрации пасты. Это создаёт путаницу в спецификациях.
Гораздо важнее смотреть на технические условия или, на худой конец, на физические образцы-эталоны. Я всегда советую клиентам запрашивать не ?сатин?, а образец размером хотя бы 20х20 см, по которому можно свериться с готовой продукцией. И обязательно смотреть на свет под разными углами. Идеально матовое стекло должно рассеивать свет равномерно, без ярких точек и затемнённых зон.
Ещё один нюанс — цвет. Чисто белое матовое стекло — часто результат глубокого травления или использования очень мелкого, ?пылевидного? абразива. Но оно же и самое маркое. На таком сразу видны любые прикосновения. Для часто используемых поверхностей, скажем, в ресторанных перегородках, иногда практичнее использовать стекло с лёгким серым или бронзовым подтоном — следы от пальцев будут менее заметны.
Практические ловушки: о чём не пишут в каталогах
Самая большая головная боль после производства — очистка и последующий уход. Глубоко матированная поверхность, особенно абразивная, работает как губка. Обычные стеклоочистители с разводами не подойдут — они забиваются в микропоры. Нужны специальные щётки с мягким ворсом и, часто, чистящие средства на основе спирта без глицерина. Этот момент обязательно нужно доводить до конечного заказчика, иначе он решит, что получил брак.
Второй момент — склейка и монтаж. Кромку матового стекла часто приходится полировать до прозрачности для качественной установки на силикон или для структурного остекления. Это дополнительная операция. А если нужно наклеить плёнку или сделать УФ-печать? Адгезия на матовой поверхности совершенно иная. Стандартные виниловые плёнки могут отставать по границам пикселей. Требуется предварительная обработка праймером, что опять-таки добавляет стоимости и времени к проекту.
Мы однажды чуть не сорвали сроки сдачи офисного центра как раз из-за печати на матовых перегородках. Пришлось в авральном порядке тестировать три вида праймеров, чтобы найти тот, который не даёт желтизны после сушки. Теперь это — обязательный пункт в нашем чек-листе при работе с декоративной отделкой.
Будущее — за интегрированными решениями
Сейчас тренд уходит от простого матирования к созданию комплексных продуктов. Матовое стекло — это уже не конечный продукт, а база. На него наносят покрытия, увеличивающие твёрдость (антивандальные свойства), совмещают с тонированием в массе или с функциональными покрытиями (солнцезащитными, самоочищающимися).
Особенно перспективно направление декоративного ламината, когда матовая плёнка запаивается между двумя листами закалённого стекла. Получается абсолютно устойчивая к внешним воздействиям поверхность с идеально контролируемой текстурой. Такие решения требуют серьёзных технологических мощностей — именно тех, что подразумеваются под ?автоматизированными линиями глубокой переработки?. Видно, что крупные игроки, включая упомянутую компанию из Шанхая, движутся в эту сторону, предлагая не сырьё, а готовые инженерные решения.
Так что, размышляя о матовом стекле, сегодня нужно думать шире. Это не просто эстетика, а сложный инженерно-технологический продукт, где каждый параметр поверхности просчитан и воспроизводим. И главный показатель профессионализма поставщика — не в умении сделать ?красиво?, а в способности гарантировать, что десятая партия будет идентична первой, а готовое изделие поведёт себя именно так, как задумано в проекте. Всё остальное — дилетантство.
Соответствующая продукция
Соответствующая продукция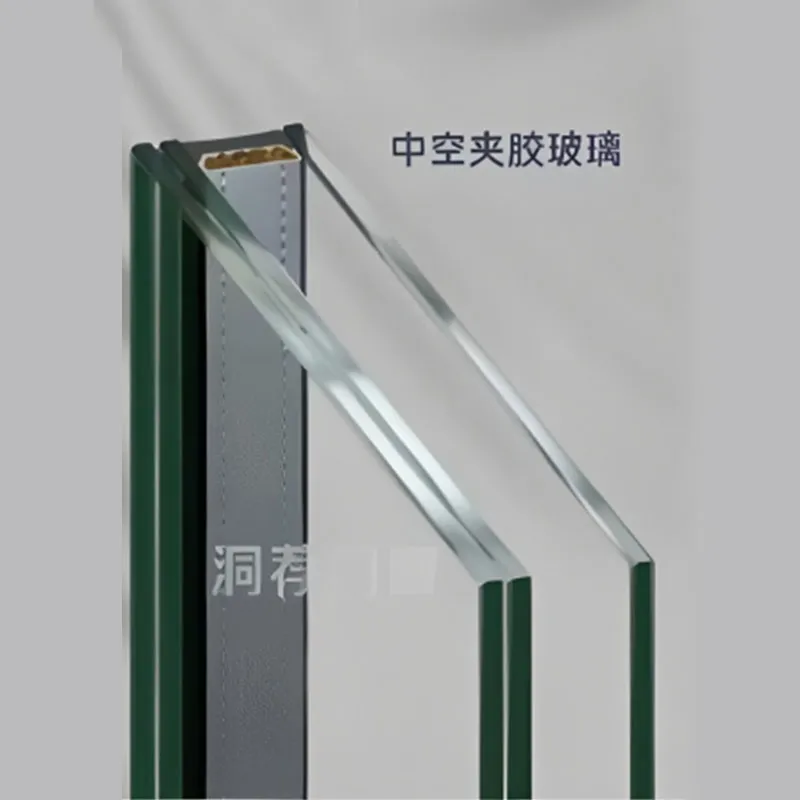


Самые продаваемые продукты
Самые продаваемые продукты-
 Стандартное закаленное стекло
Стандартное закаленное стекло -
 Многослойное огнеупорное стекло
Многослойное огнеупорное стекло -
 Однослойный полый ламинированный
Однослойный полый ламинированный -
 Закаленное огнеупорное стекло
Закаленное огнеупорное стекло -
 Двойная ламинированная полость
Двойная ламинированная полость -
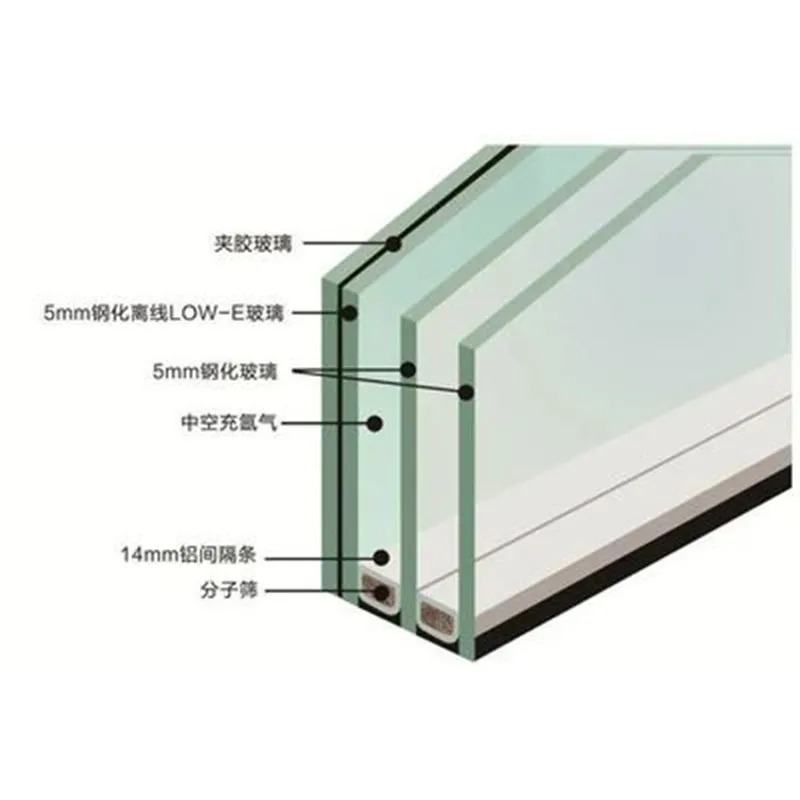
 Многослойное огнеупорное стекло LOWE
Многослойное огнеупорное стекло LOWE -
 Лоуи, одиночная полость
Лоуи, одиночная полость -
 Стекловолокно, армированное проволокой
Стекловолокно, армированное проволокой -
 Эмалированное многослойное стекло
Эмалированное многослойное стекло -
 Однослойный полый ламинированный
Однослойный полый ламинированный -
 Однослойное стеклопакетное покрытие
Однослойное стеклопакетное покрытие -
 Изолированное стекло, ламинированное полое стекло
Изолированное стекло, ламинированное полое стекло



