
ударопрочное триплекс стекло
Вот уж что точно все знают, но мало кто понимает до конца. Услышав ?ударопрочное триплекс стекло?, большинство представляет себе просто два стекла, склеенные чем-то вроде плёнки. И ладно бы так думали только клиенты — нет, с этим сталкиваешься даже в среде некоторых ?технологов? на мелких производствах. Главный миф: прочность такого стекла определяется в основном толщиной исходного стекла-сырца. На деле всё куда капризнее и интереснее. Тут и тип полимерной прослойки, и метод автоклавирования, и даже условия хранения заготовок до ламинирования играют роль. Сам через это прошёл, когда лет десять назад мы пытались наладить выпуск действительно стойких панелей для торговых центров — первые партии, сделанные ?по учебнику?, давали сколы по краям даже от умеренного удара. Пришлось разбираться.
От сырья до прослойки: где кроется настоящая прочность
Начну, пожалуй, с основы — самого стекла. Для триплекса берут не любое. Флоат-стекло должно быть не просто определённой толщины, но и с минимальным содержанием пузырьков и свилей. Помню, как на одном из старых заводов игнорировали контроль оптических искажений, считая это излишеством для ?брони?. В итоге готовые стёкла под нагрузкой трескались именно в зонах этих микронеоднородностей. Сейчас, конечно, стандарты жёстче. Но суть в том, что ударопрочность начинается с выбора правильного листа, а не только с процесса склейки.
А вот прослойка — это отдельная история. Поливинилбутираль (ПВБ) — классика, но и он бывает разный. По вязкости, по эластичности после автоклавирования, по адгезии. Есть ещё EVA, SGP. Последняя, кстати, для настоящего ударопрочного триплекс стекла подходит лучше всего — её модуль упругости выше, и при ударе энергия рассеивается эффективнее. Но и цена другая. Мы в своё время экспериментировали с разными поставщиками ПВБ-плёнки, пока не нашли оптимальный баланс между адгезией и остаточной упругостью. Слишком ?липкая? плёнка после автоклава создаёт избыточные внутренние напряжения.
Кстати, о напряжениях. Контроль температуры и давления в автоклаве — это почти алхимия. Недостаточный прогрев — останутся пузыри. Перегрев — плёнка может пожелтеть или потерять свойства. Давление должно быть равномерным, иначе в одних зонах адгезия будет идеальной, а в других — слабой. У нас был случай, когда партия стёкол для фасада прошла все стандартные тесты на удар мягким телом, но в реальных условиях, при перепаде температур, одно из стёкол дало трещину именно по линии слабого спекания. Разбирались потом — оказалось, в автоклаве был небольшой перекос груза. Мелочь, а последствия серьёзные.
Технологические ловушки и как их обходят на практике
Одна из таких ловушек — подготовка кромки. Казалось бы, после резки и обработки края всё готово. Но если кромку не отполировать до определённой степени гладкости, микротрещины становятся концентраторами напряжения. Особенно это критично для ударопрочного триплекс стекла, которое будет испытывать ветровые нагрузки или возможные удары. Мы перешли на алмазное шлифование с последующей полировкой кислотами — количество брака по краевым сколам упало почти до нуля.
Ещё момент — чистота. Не просто ?помыть стекло?, а обеспечить стерильную чистоту в зоне нанесения плёнки. Пылинка, волосок, капелька влаги между слоями — это будущая точка отказа. На современных линиях, конечно, стоят чистые комнаты. Но я видел кустарные цеха, где сборка идёт практически в обычном цеху. Результат предсказуем: под солнцем такие включения начинают ?играть?, появляются видимые артефакты, а прочность падает. Поэтому когда видишь, как на сайте ООО ?Шанхай Ланьши Специальные Стеклоизделия? пишут про автоматизированные линии и глубокую переработку — это как раз про исключение человеческого фактора в таких критичных этапах.
И, возвращаясь к их философии — инновации в управлении и автоматизации для триплекса не просто слова. Контроль каждого параметра в реальном времени, запись данных для каждой партии. Это позволяет не просто делать стекло, а точно знать, почему оно выдерживает именно такую нагрузку. В нашей практике внедрение системы отслеживания параметров автоклава (не просто ?выдержано 140 градусов?, а построение кривой прогрева для каждой позиции в камере) резко повысило стабильность продукции.
Реальные кейсы: когда теория сталкивается с реальностью
Был у нас проект — остекление нижней части фасада в зоне оживлённой пешеходной зоны. Требовалось стекло, которое выдержит удар, скажем, от случайно вылетевшего из-под колёс камня или даже хулиганского поступка. Рассчитали по стандартам, сделали триплекс с ПВБ. Установили. Через полгода — звонок: трещина. Приехали, смотрим: удар пришёлся не в центр, а почти у самого края, да ещё и в месте примыкания к раме. Стало ясно, что стандартные расчёты не учитывают краевой эффект и жёсткость крепления. Пришлось пересматривать конструктив: увеличили зазор между стеклом и рамой, добавили демпфирующие прокладки, а само стекло для таких зон стали делать с усиленной кромкой и на прослойке SGP. С тех пор проблем не было.
Другой пример — внутренние перегородки в спортивном комплексе. Там риск удара мячом или человеком. Сделали классический триплекс, прошёл тесты. Но в эксплуатации оказалось, что главная проблема — не пробитие, а образование звёздчатых трещин от повторяющихся несильных ударов (той же дверной ручкой). Стекло не разлеталось, но вид был испорчен. Пришлось думать над структурой. Решение нашли в использовании закалённого стекла в качестве одного из слоёв в комбинации с многослойным ПВБ. Энергия удара гасилась лучше, а поверхность внутреннего слоя (не закалённого) оставалась без видимых повреждений при лёгких ударах.
Эти кейсы показывают, что ударопрочное триплекс стекло — это не универсальный продукт. Его свойства сильно зависят от условий применения. И задача производителя — не продать ?стекло триплекс?, а предложить решение под конкретную задачу. Вот, например, изучая подход ООО ?Шанхай Ланьши Специальные Стеклоизделия?, видно, что они делают акцент именно на технологическом применении продуктов глубокой переработки. Это как раз про то, о чём я говорю: не просто склеить, а подобрать комбинацию материалов и режимов обработки под конечные условия эксплуатации.
Будущее триплекса: больше чем просто прочность
Сейчас тренд идёт в сторону мультифункциональности. Тот же триплекс — это уже платформа. В него можно интегрировать солнцезащитные плёнки, светодиодные слои, сенсорные возможности. Но с точки зрения ударопрочности это создаёт новые вызовы. Каждый дополнительный слой — это новый интерфейс, новая потенциальная плоскость расслоения. Работаем над этим. Пробовали делать ?сэндвич? с интегрированной плёнкой-нагревателем. Первые образцы при ударном тесте показывали расслоение именно по границе с токопроводящим слоем. Пришлось разрабатывать специальный клеевой состав-посредник.
Ещё одно направление — это постобработка уже готового триплекса. Например, нанесение упрочняющих покрытий по технологии, схожей с химическим упрочнением. Это позволяет повысить стойкость поверхности к царапинам, что косвенно влияет и на ударопрочность — царапина снижает общую прочность листа. Но тут важно не переборщить, чтобы не создать избыточных поверхностных напряжений, которые конфликтуют с напряжениями от ламинирования.
В целом, рынок движется к более умным и адаптивным решениям. И здесь как раз важна та самая ?непоколебимая дух инноваций?, о котором пишут в своей философии компании вроде Ланьши. Потому что будущее за стеклом, которое не просто выдерживает удар, но и может, условно говоря, ?сообщить? о повреждении, изменить свои свойства или быть легко заменённым по модульному принципу. А фундамент для этого — безупречное владение базовой технологией производства того самого надёжного ударопрочного триплекс стекла, о котором я тут всё размышляю. Без этого фундамента все инновации повиснут в воздухе.
Вместо заключения: мысль вслух о качестве
Под конец хочу вернуться к началу. Часто спрашивают: ?Как выбрать хорошее ударопрочное стекло??. Раньше я говорил про толщину, про стандарты. Сейчас отвечаю иначе: смотрите на производителя. Не на красивые картинки, а на то, как он описывает свой процесс. Говорит ли он о контроле на каждом этапе? Упоминает ли о проблемах адгезии или обработки кромки? Есть ли у него примеры решения нестандартных задач? Вот, допустим, читаешь описание компании — если видишь фразы вроде ?технологическое применение?, ?глубокая переработка?, ?автоматизированные линии? — это уже признак того, что речь идёт о системном подходе, а не о кустарной склейке.
Наш опыт, да и опыт коллег по рынку, показывает, что стабильное качество триплекса рождается там, где есть чёткое понимание взаимосвязи всех параметров: от химии плёнки до кинетики автоклава. И где это понимание зашито в технологический регламент, а не существует в голове у одного-единственного мастера. Это и есть та самая глубокая переработка — не физическая, а интеллектуальная.
Так что, если резюмировать мои сегодняшние разрозненные мысли: ударопрочное триплекс стекло перестаёт быть просто комбинацией материалов. Это инженерный продукт, где прочность — это функция правильно выстроенного и контролируемого процесса. И хорошо, что появляется всё больше игроков, которые мыслят именно такими категориями. Это двигает всю отрасль вперёд. А нам, технологам, даёт возможность меньше заниматься ?тушением пожаров? с браком и больше — реальными инновациями. На этом, пожалуй, остановлюсь.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Многослойное стекло SGP
Многослойное стекло SGP -
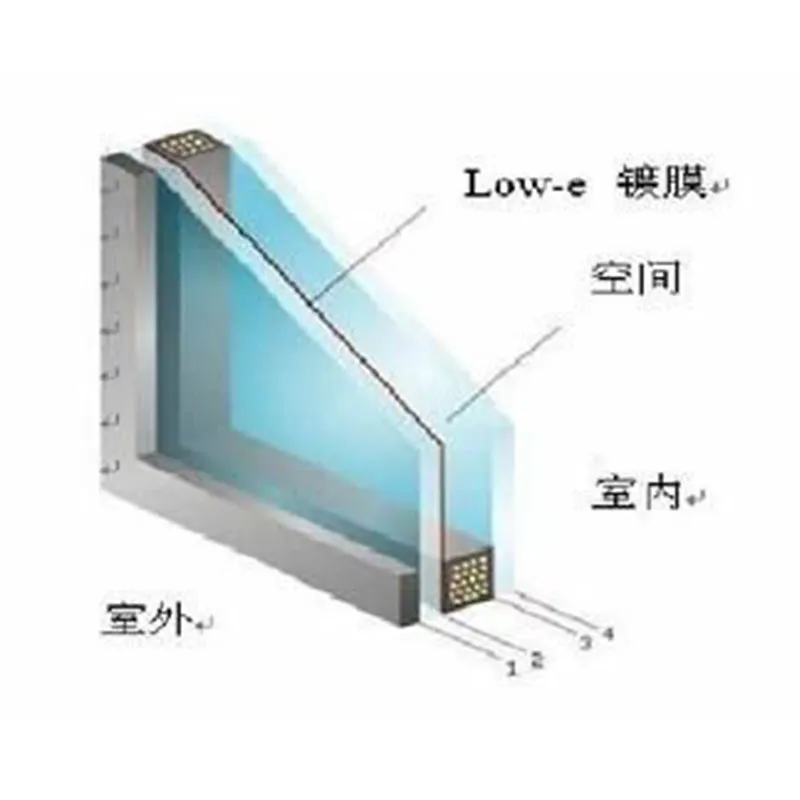 LOWE ламинированный полый
LOWE ламинированный полый -
 Эмалированное многослойное стекло
Эмалированное многослойное стекло -
 Керамическое ламинированное стеклопакет
Керамическое ламинированное стеклопакет -
 Однослойное стеклопакетное покрытие
Однослойное стеклопакетное покрытие -
 Изгибание закаленного стекла
Изгибание закаленного стекла -
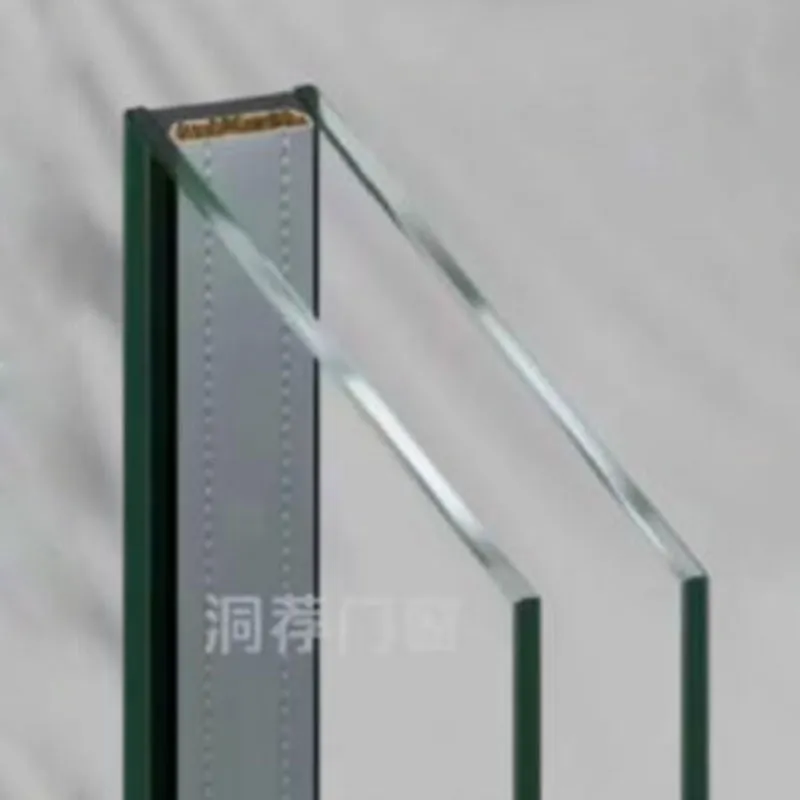
 Изолированное стекло, ламинированное полое стекло
Изолированное стекло, ламинированное полое стекло -
 Лоуи, одиночная полость
Лоуи, одиночная полость -
 Остекленное изоляционное стекло
Остекленное изоляционное стекло -
 Многослойное огнеупорное стекло
Многослойное огнеупорное стекло -
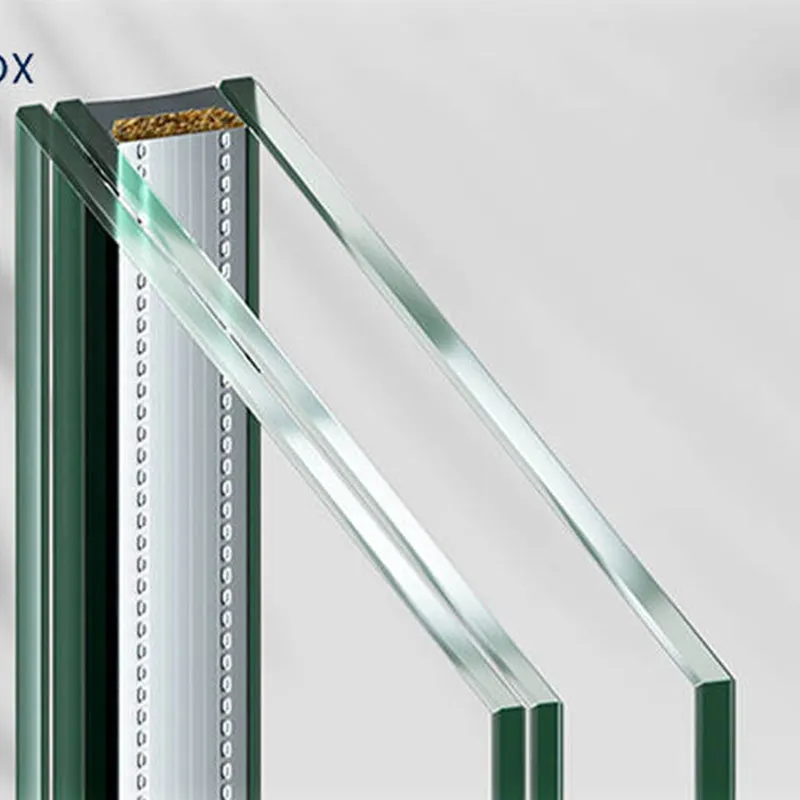
 Двойная ламинированная полость
Двойная ламинированная полость -
 Однослойный полый ламинированный
Однослойный полый ламинированный



